






















Back to BINKS - Premium Elevator Systems
BINKS - PREMIUM ELEVATOR SYSTEMS


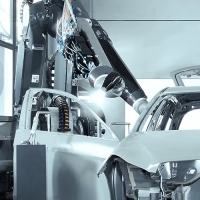
The Binks® premium elevator systems are fully configurable, and assembled to your specifications, to meet the demands of any production installation. They utilize the Binks® range of pumps and agitators to offer the best fluid handling delivery system, and include a host of operator and safety features. All Binks® elevators feature an anti-twist mechanism, and sturdy construction and they are designed for use with both solvent- and water-based materials.
They come with various hose management options (cable carrier, flexible conduit and coiled hoses), and lids contain cutouts and inspection hatches. The elevators are Machinery- and ATEX-approved for use in Zones 1 and 2.